


联系我们

当前位置:
[黔西南]九冶管业有限公司 >黔西南本地行业News
珩磨管油缸管0中间商差价
发布时间:2024-10-01 12:23:26 浏览次数:1 公司名称:[黔西南]九冶管业有限公司
以下是:珩磨管油缸管0中间商差价的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#无缝钢管 |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸机械加工 |
| 是否进口 | 否 |
以下是:珩磨管油缸管0中间商差价的图文视频



珩磨管油缸管0中间商差价,贵州省黔西南市九冶管业有限公司为您提供珩磨管油缸管0中间商差价的资讯,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园发货到贵州省 黔西南市 兴义市、兴仁市、普安县、晴隆县、贞丰县、望谟县、册亨县、安龙县。 贵州省,黔西南布依族苗族自治州 1981年9月21日,撤销兴义地区,设立黔西南布依族苗族自治州,1982年5月1日,黔西南布依族苗族自治州人民政府正式成立。
想要知道珩磨管油缸管0中间商差价产品如何?看视频就知道!看视频,选产品更明智!
以下是:珩磨管油缸管0中间商差价的图文介绍


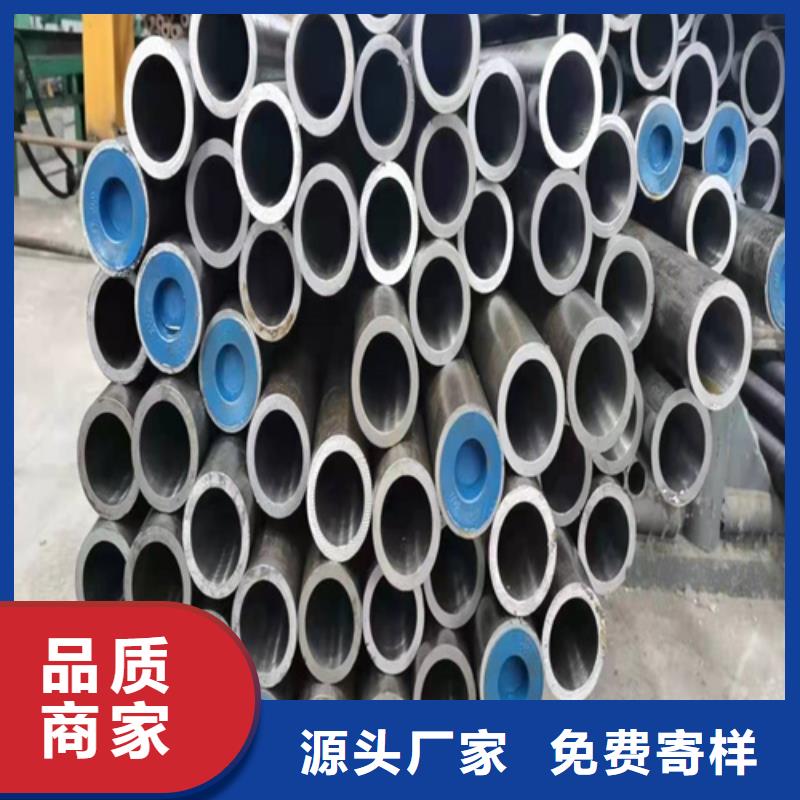
不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。若是要将库存的珩磨管拿出来加以运用,那么在这之前必须对珩磨管进行适当的加工处理,而清洗则是其中基本的一项。具体的操作要求可以参考以下说明。珩磨管储存的时间久了,其表面也会有污垢积存,因此在珩磨管使用之前一定要进行清洗。而清洗效果如何,除了与清洗方法有关之外,和珩磨管表面加工的状况也有关系,因此洗刷的间隔时间也要根据实际情况来决定。但是一般来讲,用于外部的珩磨管 每年洗刷两次,不仅是为了得到优质的表面质量,也是为了延长珩磨管使用寿命,在实际应用中能发挥更好的作用。



除掉珩磨管麻点的解决方法除掉珩磨管麻点的解决方法。1、换辊时,先检查轧辊,不使用严重锈蚀的轧辊,及时替换磨损的轧辊或孔型。2、改进轧辊材质,保持轧槽冷却良好,采用工艺润滑剂以提强化轧槽抗磨性能。3、控制坯料加热操作,使炉内保持正压并减少氧化性气体。对某些易氧化且氧化铁皮不易脱落的合金钢,应在钢坯表面加盖铁皮,保护加热。4、在粗轧机前用高压水、压缩空气或铁刷子除掉表面的氧化铁皮。怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。



黔西南九冶管业有限公司是集产品研发、设计、生产、销售于一体的的公司. 主要产品有 液压缸筒,产品特点:价格有优势、制作精美,品质优良,可以更好的展示贵公司的产品。服务客户。企业经营方针为:良心品质、爱心价格。企业准则为:品质、品行、品德、品牌。



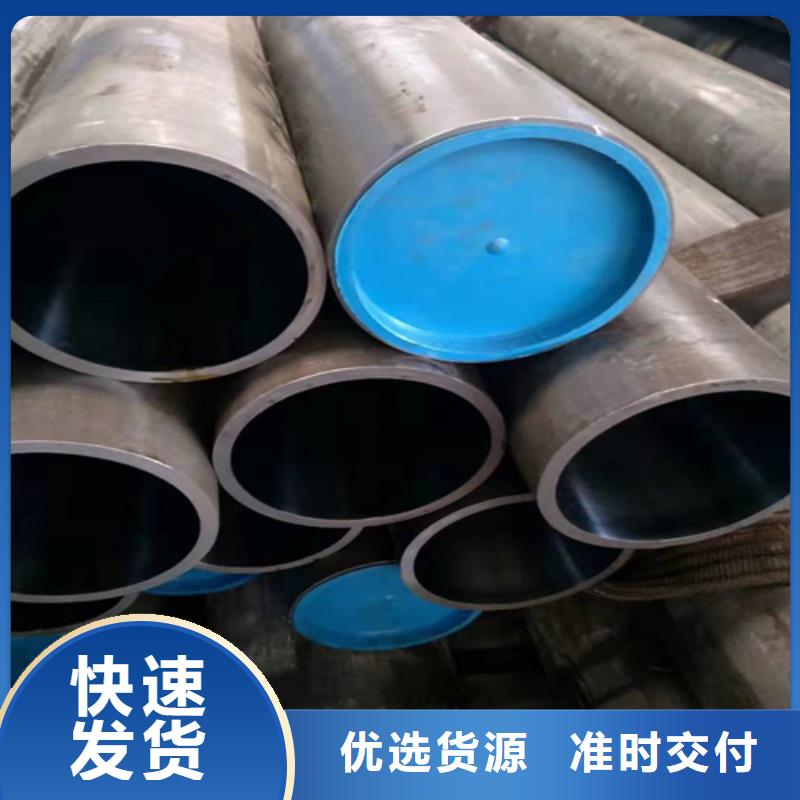
厚壁绗磨管加工内孔一般采用镗削、珩磨管铰孔厚壁油缸管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.



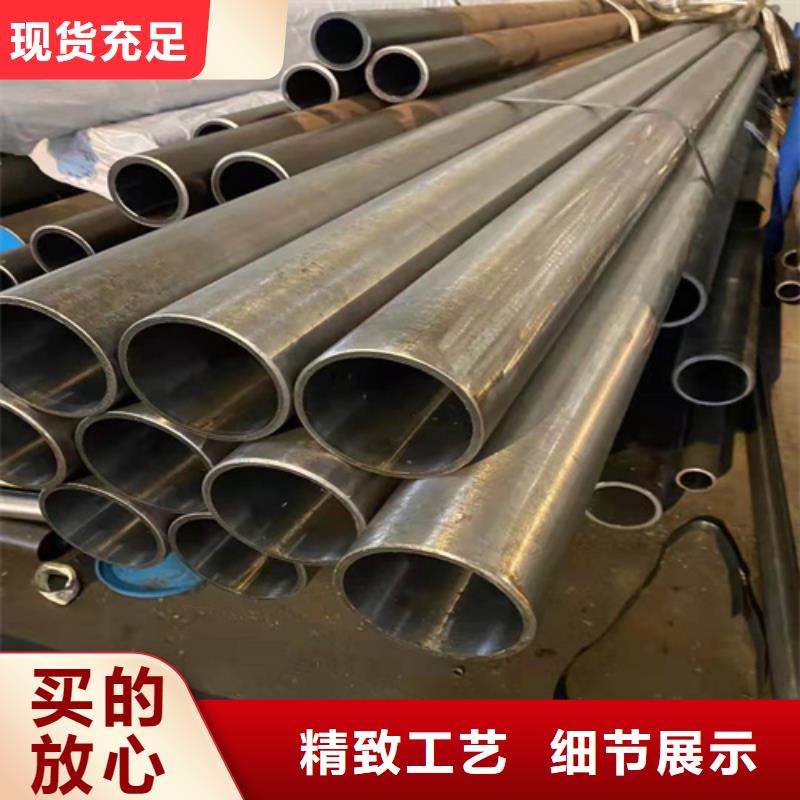
珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。

珩磨管油缸管0中间商差价,贵州省黔西南市九冶管业有限公司为您提供珩磨管油缸管0中间商差价产品案例,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园。